- 881
- 产品价格:3800.00 元/台 起
- 发货地址:重庆渝北回兴 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:152347066公司编号:21039039
- 刘琴 微信 4000230125
- 进入店铺 在线咨询 QQ咨询 在线询价
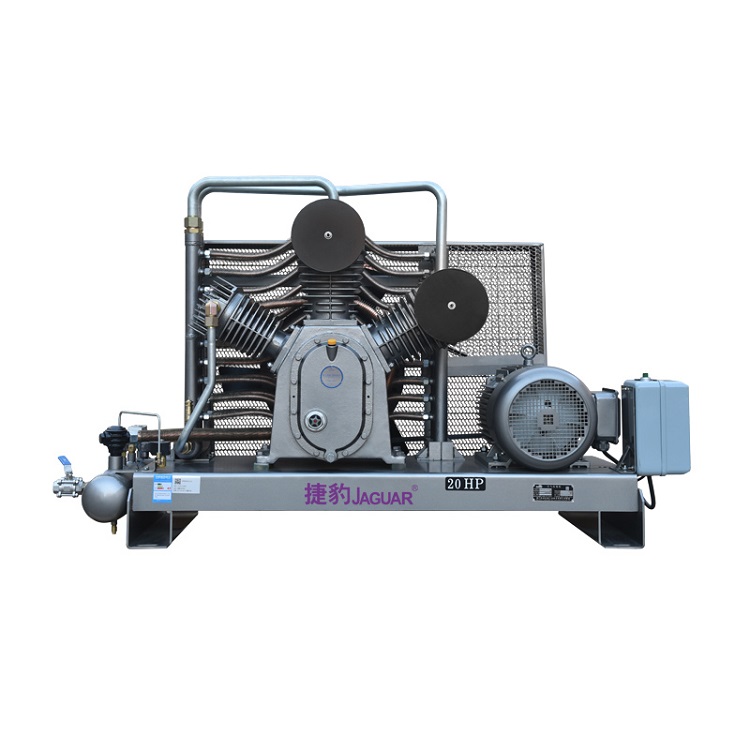
江津活塞式空压机价格 无油活塞式空压机 高效节能
- 相关产品:
日常维护是操作人员必须履行的工作, 也是确保压缩机正常运转的条件之一。
1)勤看各指示仪表,如各级压力表、 油压表、温度计、油温表等,注意润滑情 况,如注油器、油箱和各润滑点,以及冷却水流动的情况。
2)勤听机器运转的声音。如气阀、活 塞、十字头、曲轴及轴承等部位的声音是否正常。
3)勤摸各部位,觉察压缩机的温度变化和振动情况。如冷却后排水温度、油温、运转中机件温度和振动情况等,从而及早发现不正常的温升和机件的紧固情况。但要注意安全。
4)勤检查整个机器设备的工作情况是否正常,发现问题及时处理。
5)认真负责地填写机器运转记录表。
6)认真搞好机房安全卫生工作,保持压缩机的清洁,做好交接班工作。
活塞式压缩机是一种依靠活塞往复运动使气体增压和输送气体的压缩机。属容积型压缩机,又称“往复活塞式压缩机”或“往复式压缩机”。主要由工作腔、传动部件、机身及辅助部件组成。
活塞式压缩机的工作原理:
电动机启动后带动曲轴旋转,通过连杆的传动,活塞做往复运动,由汽缸内壁、汽缸盖和活塞**面所构成的工作容积则会发生周期性变化。活塞从汽缸盖处开始运动时,汽缸内的工作容积逐渐增大,这时,汽体即沿着进气管推开进气阀而进入汽缸,直到工作容积变到时为止,进气阀关闭;活塞反向运动时,汽缸内工作容积缩小,气体压力升高,当汽缸内压力达到并略**排气压力时,排气阀打开,气体排出汽缸,直到活塞运动到极限位置为止,排气阀关闭。当活塞再次反向运动时,上述过程重复出现。总之,曲轴旋转一周,活塞往复一次,汽缸内相继实现进气、压缩、排气的过程,即完成一个工作循环。
整体活塞式空压机的安装:
对于中、小型压缩机,已由制造厂组装成整体机器,并经试运转合格。在搬运和保管确认无问题的压缩机不必再进行解体,可进行整体安装;必要时,仅对部分零部件进行清洗检查。
1、卧式压缩机的列向水平度可在滑道上测量,水平度偏差不应大于0.10mm/m,轴向水平度可在主轴外伸部分测量,其水平度偏差不得大于0.10mm/m。
2、立式压缩机的纵向及横向水平度,可在气缸止口面或气缸**平面上测量,其水平度偏差不得大于0.1 mm/m。
3、L型及倒T型压缩机的水平列水平度的测量部位及水平度偏差允许值与卧式压缩机相同;垂直列水平度的测量部位及水平度偏差允许值与立式压缩机相同。
4、V型、W型及扇形压缩机的纵向及横向水平度可在机座地脚螺栓孔旁的水平测量凸台上,或立式气缸**平面上测量,水平度偏差不得大于0.10mm/m。
5、对于空压机与电动机在公用底座上的机器,其水平度可在底座上直接进行测量,偏差不得大于0.1mm/m。
6、压缩机整体安装并检验合格后,应将吸、排气阀拆下进行清洗检查,并用压铅法测量气缸余隙。
7、对运输有疑问或存放时间较长的压缩机,整体安装后,应对连杆、大小头轴瓦、十字头、气缸镜面、活塞、气阀等进行清洗和检查,确认合格后重新组装。
8、整体压缩机安装并检查合格以后,可进行试运转。
整体活塞式空压机的安装过程,包括基础的检查验收、垫铁的选用、机器的就位、找平、找正、二次灌浆,以及零部件的清洗、检查、调整,均应按规程和按程序进行。
对压缩机进行大修一般包括以下内容:
(1)包括小、中修内容。
(2)解体、清洗整台压缩机。
(3)检查十字头部件、曲轴部件、十字头滑道的磨损情况,必要时修理或更换。
(4)校正各部件的中心与水平。
(5)检查、修理或更换各冷却器、分离器,如需要还要进行水压、气密实验。
(6)对曲轴、十字头销、连杆、连杆螺栓、活塞杆进行探伤检查。
(7)检查及调整飞轮跳动。
(8)检查及修理基础。
(9)防腐处理、刷漆。
联系电话是023-67455038, 主要经营空压机重庆渝北区总部专业提供:空压机、空气压缩机、永磁变频螺杆机、无油空压机、静音空压机节能,降噪、售后维修保养、余热回收等服务。。
单位注册资金未知。
{kind=link}