- 2023-12-17 19:09 1370
- 产品价格:10000.00 元/个 起
- 发货地址:江苏苏州张家港市 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:204243003公司编号:14206705
- 张晓俊 经理 微信 188969505..
- 进入店铺 在线咨询 QQ咨询 在线询价
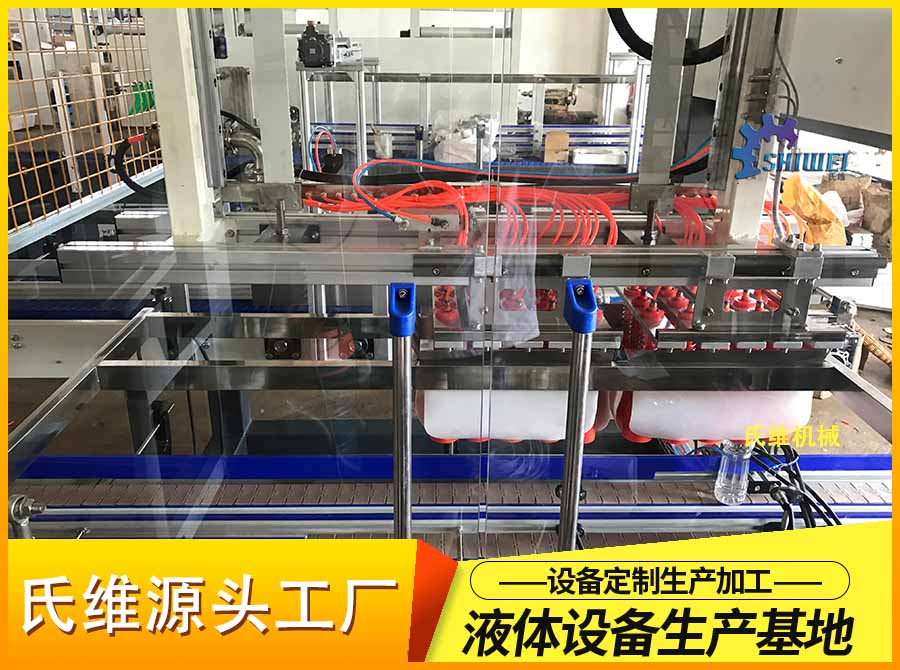
小型矿泉水封箱设备 全自动汽水装箱机
- 相关产品:
纸箱系统整台机器是按照高要求、可靠性功能及性而设计制造。选用材料及配件,所有传动辊材质均为钢,镀硬铬、表面研磨。采用进口传动齿轮,传动齿轮加硬,研磨而成,洛氏硬度 >60 度。应用免键连接环,减少磨损,虚位放大,保持长期印刷套准。自动归零,自动复位。机油自动平衡装置,保持各单元机油同一水平。立电脑台控制,可储存常用订单,可储存订单数量能达到 1000 条。换单快捷,操作更方便。整机各单元内设置急停开关,可由内部停止各单元移动,确保内部操作人员的。整机各单元自动或立分离,操作更方便,行走时持续响铃警示,确保操作人员。整机传送辊,压印辊,网纹辊的间隙采用电脑控制调整。外罩均安装有触摸屏,显示整机印刷速度(按张 / 小时显示),便于操作人员在机器不同方向很容易看见机器的运转速度。
抓取式的装箱机采用PLC加触摸屏显示控制,采用入箱缓冲装置实现柔性入箱,冲击柔和,移动速度高。本机设有缺瓶和罐报警停机,无瓶和罐不装箱配置,大大方便操作、减少生产管理人员和劳动强度,是全自动瓶和罐装包装的优选机型之一。
自动装箱机通过的分罐和落罐技术,将罐分间距落入纸托内,并克服罐的反弹。采用的吸纸箱技术使纸箱 走出柔美的曲线成型。托入纸箱由联动控制自动到位,定位可靠动作合理流畅。采用乐佰得(瑞士)
全自动高速装箱机,采用高速双伺服装置包装各种容器,包括玻璃瓶、塑料瓶以及各种箱式物品,装箱节奏不大于12次每分钟。本机采用PLC加触摸屏显示控制,双伺服 系统能够完成任意合理的位置曲线,移动轨迹冲击小,移动速度高。设有缺瓶报警停机,无瓶不装箱配 置,大大方便操作、减少生产管理人员和劳动强度,是全自动高速食品包装的优选机型之一。
抓取式装箱机采用侧进瓶方式:占地面积小,简化装箱机前的输送系统,降低整线设备投资成本。采用减压:产品充分减压,使抓瓶头与产品对位准确,抓瓶成功率;产品进入装箱工序后处于无压力平稳输送状态,基本杜绝倒瓶现象。采用直线定位系统:定位精度高、运动动作准确,有效降低设备运行时的冲击及振动,大大提高设备运行稳定性及可靠性;免润滑、免维护,卫生状况好,使用寿命长。
全自动封箱机具有自动完成开箱成型,箱子底部按程序折合,自动密封胶带的流水线设备。本机采用西门子PLC+显示屏,方便操作,减少生产人员和劳动强度,是自动化生产必不可少的设备。纸箱存储采用立体式存储方式,随时补充纸箱,规格调整时间为1分钟左右,是根据用户要求定制。
联系电话是1889-6950583, 主要经营张家港市氏维机械公司是一家从事饮料设备制造企业,业务范围涉及饮料工程、酒类工程、水处理等工程项目主营产品有:含气饮料生产线、矿泉水生产线、瓶装水生产线、全自动热收缩膜包机、全自动装箱机、桶装水高压冲洗机、桶装水生产线等多种全套生产线配套设备。以满足各种不同类型的客户需求,我们还提供工艺设计、厂房设备安放位置、机械制造、安装调试、技术培训等服务。。
单位注册资金单位注册资金人民币 100 - 250 万元。
{kind=link}