

- 5721
- 产品价格:面议
- 发货地址:江苏苏州张家港市 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:218311762公司编号:9625792
- 魏泉 经理 微信 13382533721
- 进入店铺 在线留言 QQ咨询 在线询价
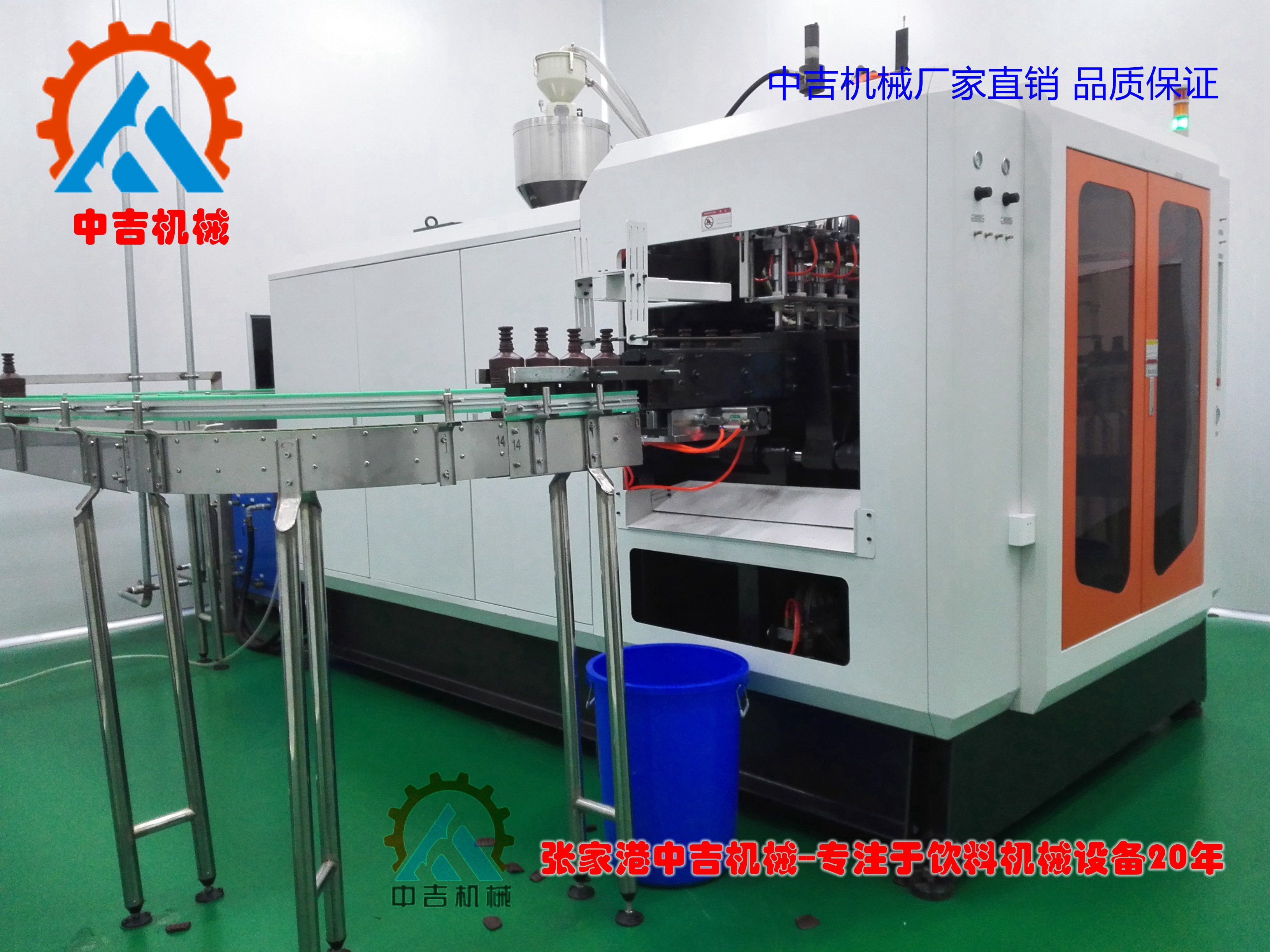
塑料瓶小型果汁灌装包装设备-小型果汁饮料灌装设备提供商
- 相关产品:
材质:304-316不锈钢包装容器:塑料瓶,玻璃瓶,易拉罐,屋顶盒,利乐砖产量:1吨/小时-20吨/小时包装方式:塑料膜包装,纸箱包装标签方式:套标,不干胶,热熔胶杀菌方式:巴氏杀菌/UHT高温杀菌加热方式:电加热/蒸汽加热果汁类型:清汁/浊汁功率:150-260kw二次杀菌方式:巴氏杀菌/杀菌釜杀菌
果汁饮料生产设备是指生产瓶装350ml、500ml、1L、1.5L的容量的果汁饮料自动化设备。市面上有果粉、果酱勾兑的果汁饮料,也有从鲜果开始做起的原果汁饮料。现在比较流行的是原果汁饮料,主要是饮用健康,不添加任何防腐剂之类的。果汁饮料生产线也是很大的一个工程,包括纯净水设备、鲜果榨汁设备、配料杀菌系统、灌装包装设备,还有所有管道的全自动清洗装置。果汁饮料生产线中的果汁饮料灌装机介绍:塑料空瓶通过风道卡瓶口在风力作用下进入果汁饮料三合一灌装机,首入洗瓶工序,对空瓶的内部和外部进行冲洗,所用水为纯净水。冲洗后的纯净水流入接水盘,通过管道引入的区域。洗瓶、灌装、封盖机构之间的衔接主要靠星轮传动。灌装方式采用的是微负压热灌装方式,与灌装结构配合工作的为回流罐和真空泵,一般安排在瓶装果汁饮料灌装机的旁边。在机器正常运作的时候,真空泵会使回流罐中形成真空状态,回流罐与灌装阀中的回气管是直通的,在灌装过程中,不断对瓶子内部进行抽气,相当于瓶子内部对液缸产生一股吸力,我们称之为微负压,所以灌装过程中,不但依靠物料本身的重力,还有一股吸力,这样灌装速度会更快。当物料液位到达回气管位置时,多出来的物料全部被吸回回流罐,直到瓶口离开灌装阀口才结束,这样也保证了灌装液位。当液缸内部的温度检测器检测到物料温度低于所设定的温度,如85℃,那么果汁三合一灌装机将立即停止,进料泵停止工作,并且关闭进料阀门,将液缸内部所有物料吸入到回流罐中,再打到杀菌机前面的缓冲罐,再次杀菌后,再进行灌装,这样就能保证果汁饮料在85度下进行灌装,避免成品滋生。PET塑料瓶普遍采用旋盖的方式,和人工拧瓶盖的原理是一样的,封盖头首先抓盖、再旋盖。全自动上盖机将盖子送入到盖子杀菌隧道,进行消毒、冲洗、吹干,有盖子滑道送入到旋盖机构完成封盖工序。封盖后的成品由输送链板输出。

果汁饮料生产线根据工艺来选购果汁饮料前处理设备,也可先将水果榨汁、杀菌后,直接采用无菌大桶灌装,作为生产果汁饮料的原浆,可保存1-2年。一条完整的原果汁饮料生产线包含纯净水生产系统、原果榨汁、过滤、配料、均质、脱气、杀菌系统、全自动吹瓶机、空瓶风力输送、玻璃瓶果汁饮料灌装机、自动上盖机、瓶盖消毒设备、成品输送、倒瓶杀菌机、喷淋杀菌冷却设备、强力吹干机、激光喷码机、贴标机、纸箱包装机。达到一定温度的果汁饮料脱气的效果才会更好,可降低果汁饮料内部的氧份,在真空罐中,压差环境下,果汁中的泡沫自动消失,便于后续灌装作业。再进入到高压均质机,一般均质压力在25mpa,主要通过高压热剪切,物料会更加细腻,长期存放也不会产生沉淀,只要外观看不出,产生分层现象也没关系,像易拉罐装、纸盒包装都是看不到的。

果汁饮料生产线前处理制作纯净水只是制作果汁饮料的首要条件,果汁饮料的口感、颜色还要靠果汁饮料的前处理设备来控制。这套果汁饮料制作系统包括化糖锅、配料罐、过滤器、均质机、真空脱氧机、杀菌机、无菌保温罐等。在配料过程中需要调整饮料的酸甜度、香度。由均质机使果汁物料更细化,防止饮料分层,再由脱氧机除去饮料中含有的空气成分,保证饮料的保质期。当然,重要的一步也少不了物料杀菌设备,杀菌的时间以及温度需要根据工艺走,杀菌时间和温度过高或过低都会对生产出来的果汁饮料的口感及保质期都会有影响,所以要严格控制好。在果汁饮料生产中,我们所配置的配料罐、保温罐等都是采用的夹层锅,可通过电加热或通蒸汽加热,建议采用蒸汽加热方式,省电,但需要配置高压锅炉,得提前考虑进去。

果汁饮料生产线,市面上有芒果汁饮料、苹果汁饮料、猕猴桃汁饮料、黄桃汁饮料、荔枝饮料等等,从鲜果开始做起,工程量就大了,需要根据水果的类型来确定取汁的方式,分为打浆、破碎榨汁、或浸提工艺等等。不像生产矿泉水,水质处理达到国家标准后,即可灌装封口,打包装。根据工艺来选购果汁饮料前处理设备,也可先将水果榨汁、杀菌后,直接采用无菌大桶灌装,作为生产果汁饮料的原浆,可保存1-2年。
果汁饮料生产线的配料杀菌线,化糖锅、配料罐、保温罐需要做成3层隔热保温罐,蒸汽锅炉提供蒸汽,节省耗电成本,降低热量的损失,避免工作人员。合理选型高压均质机,普遍压力在25mpa,高压剪切果汁物料,进一步细化果汁饮料,以免产生沉淀,导致分层现象。果汁中含有颗粒、粘性物料可选用**高温管式杀菌机,机型根据杀菌时间而定。
果汁饮料生产线在封口后的果汁饮料成品随输送线输出,立即进入到倒瓶杀菌装置,将瓶子90度倒放,利用果汁饮料的温度对盖子内部进行杀菌,杀菌时间15-30s,避免瓶盖内部的进入到饮料内部,滋生。紧接着进入到喷淋杀菌冷却设备,这里也称之为巴氏杀菌,温度75度左右,保持25-30分钟,完成杀菌作业后,需要立即将果汁物料的温度降低到常温30度左右。果汁物料长期处于高温状态,会影响果汁饮料的颜色和口感,所以需要立即冷却,如果是塑料瓶和易拉罐包装,可直接用冷却水喷淋。如果是玻璃瓶,为了避免爆瓶,需要分段冷却,依次为60度、40度、20度冷却,可任意设定。要注意,果汁饮料杀菌时间不宜过长,但又要杀菌,否则会影响饮料的口感和颜色,所以根据不同的水果,制定出严格合理的果汁饮料生产工艺尤为重要。











{kind=link}