


- 5121
- 产品价格:面议
- 发货地址:江苏苏州张家港市 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:237675875公司编号:9625792
- 魏泉 经理 微信 13382533721
- 进入店铺 在线留言 QQ咨询 在线询价
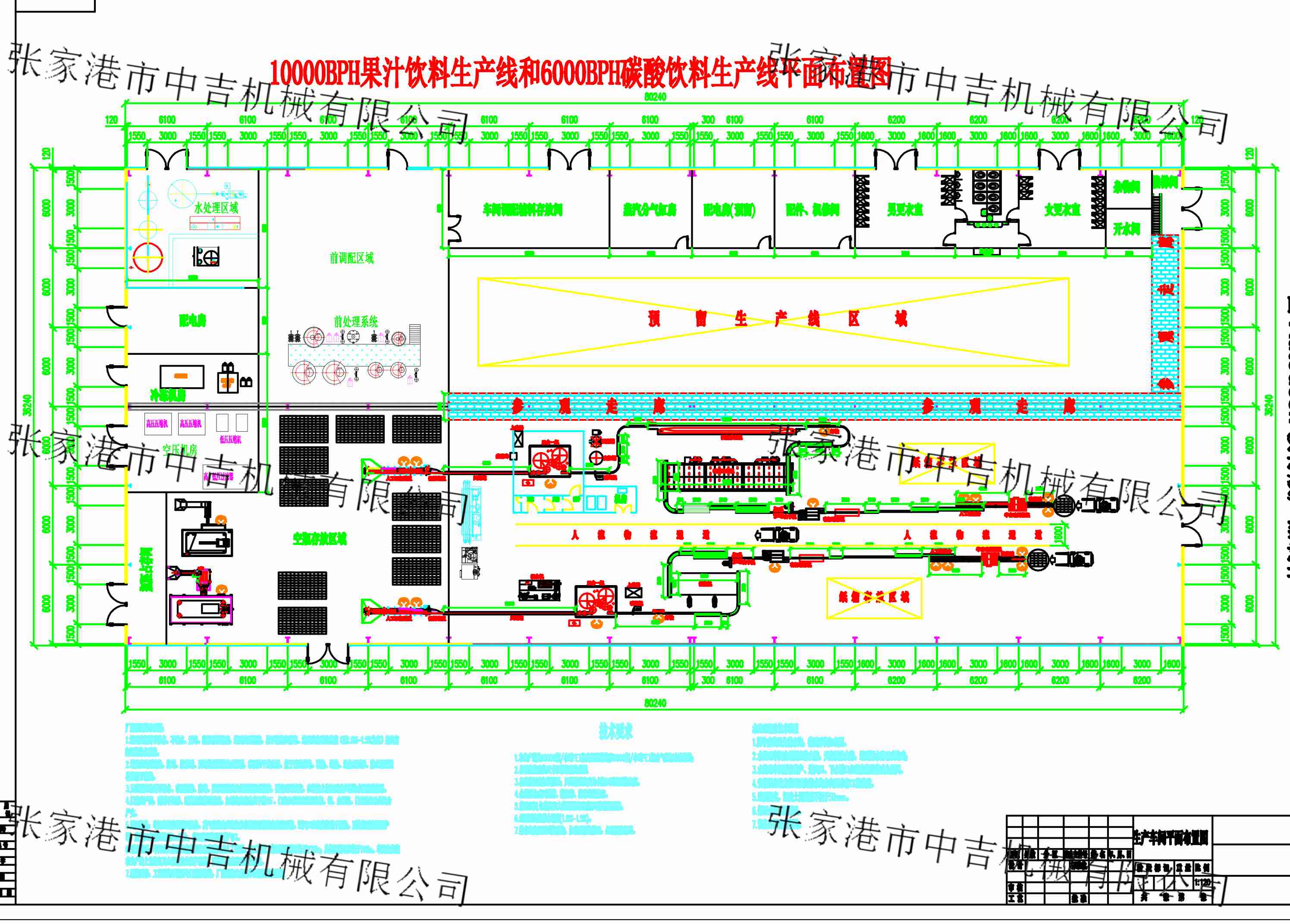
塑料瓶果汁饮料加工设备-番茄小型果汁加工设备
- 相关产品:
材质:304-316不锈钢包装容器:塑料瓶,玻璃瓶,易拉罐,屋顶盒,利乐砖产量:1吨/小时-20吨/小时包装方式:塑料膜包装,纸箱包装标签方式:套标,不干胶,热熔胶杀菌方式:巴氏杀菌/UHT高温杀菌加热方式:电加热/蒸汽加热果汁类型:清汁/浊汁功率:150-260kw二次杀菌方式:巴氏杀菌/杀菌釜杀菌
果汁饮料生产线生产的饮料在市面上的果汁饮料分很多种类,①果味型饮料,其中不含有原果汁成分,由色素调配而成,②果汁饮料,其中含有部分果汁成分,③也有的原果汁饮料,比较深受大众的欢迎。按照包装形式,分为塑料瓶包装、玻璃瓶包装、易拉罐包装。很多地区拥有新鲜渴口的水果,一部分直接销售,一部分做成果汁饮料对外销售,如芒果汁饮料、猕猴桃汁饮料、黄桃汁饮料、沙棘汁饮料、山楂汁饮料等等,近两年沙棘汁饮料在市场上蛮热销的,主要是因为沙棘本身拥有很多对人体有益的营养成分,沙棘的采摘是个难点,需要人工采摘,目前还没**器可以替代。饮料生产工艺流程复杂性来说,从鲜果开始做起的饮料要比买浓缩果酱回来调配的饮料生产工艺要复杂很多,不同的鲜果,其果汁榨汁取汁原理都不一样。制作果汁还分为清汁和浑浊汁,清汁里边的酶解澄清过滤工艺更是复杂。所以说采购一条完整的果汁饮料生产线需要确定鲜果的类型、做清汁还是浊汁、原果汁的含量是多少,采用何种杀菌方式、采用玻璃瓶包装还是别的包装方式,采用贴标、套标还是热熔胶等,采用PE膜包还是纸箱包装等等。
饮料灌装设备集冲洗、热灌装、封盖于一体,制作果汁饮料需要采用热灌装,保证果汁物料在85度温度下进行灌装作业,这样可避免滋生,保证瓶装饮料的保质期。从外形上看,和普通的矿泉水三合一灌装机一样,都是包裹在一个304不锈钢壳体内部。目前,国内的果汁饮料在外包装方面有很多种,有PET塑料瓶、玻璃瓶、屋顶盒、易拉罐包装。在这里主要讲解一下PET塑料瓶的热灌装工序流程,让大家对果汁饮料灌装机有一个初步的了解。
塑料瓶果汁饮料生产线分为如下几部分:空瓶风道、果汁饮料灌装机、自动上盖机、在线式瓶盖消毒冲洗隧道、成品输送。相对玻璃瓶而言,塑料瓶容量的通用性强,不同容量的瓶子,如350ml、500ml、1L、1.5L,都可以在同一台果汁三合一灌装机进行加工生产。塑料瓶主要是通过卡瓶口的形式进行传递的,而玻璃瓶是通过托瓶底的形式传递的,从设备造价成本,玻璃瓶的要高一些。不过灌装的原理都是一样的,玻璃瓶果汁饮料灌装机不适合多种瓶型,更换瓶型需要将整套导瓶板更换掉,非常麻烦。
果汁饮料灌装设备本身不具有加热的功能,它配备有一套单的回流系统,果汁物料液缸内部带有温度检测装置,可任意设定温度,一旦液缸内部的温度低于所设定的温度,果汁饮料灌装机将立即停止运行,灌装机不运转,回流罐抽真空系统继续工作,灌装阀下方的瓶子灌满后,液缸内部所有的果汁物料将被抽吸到回流罐中,再由饮料泵将回流罐中的物料打到前段的杀菌机继续杀菌,当物料温度**所设定的温度时,果汁饮料热灌装机将正常旋转运行。现在大众的消费水平在不断提高,对果汁饮品的健康意识也越来越强,以前那种用色素调配出来的饮料已站不住脚,终究将被饮料市场所淘汰。现在流行的是的原果汁饮料,为了饮品健康,不要添加防腐剂之类对人体有伤害的物质。所以饮料灌装工艺一定要严格制定,还有果汁饮料灌装设备的生产环境一定要洁净,不光要进行热灌装,封盖之前还需要将瓶口残留的果汁物料用纯水冲洗掉,否则压盖后会滋生。

果汁饮料生产线调配用的水是用纯净水,饮料口感要好一点。原汁、纯净水、辅料按比例调配后,调到适合的糖度和酸度,配置双联过滤设备,将配料中的杂质去除后,经过高压均质机,将果汁饮料细化,避免饮料分成,产生沉淀。化糖锅、配料罐、保温罐需要做成3层隔热保温罐,蒸汽锅炉提供蒸汽,节省耗电成本,降低热量的损失,避免工作人员。真空脱气机的真空罐中相差压力差,果汁饮料中的泡沫在压差作用下自动消失,也脱除内部含有的氧气成分,更利于果汁饮料的贮藏。灌装前需要进行杀菌,可采用**高温瞬时杀菌,杀菌温度130度左右,杀菌时间6-8秒,紧接着进入保温罐,等待灌装作业。

我公司可提供成套完整的瓶装果汁饮料生产线,按照500ml容量,其生产线运作速度分为如下几个档次:有小型2000瓶/时、4000瓶/时、6000瓶/时、10000瓶/时、15000瓶/时、20000瓶/时、25000瓶/时-36000瓶/时。欢迎国内外的客户前来采购设备,我们可直接出口,包括去国外的安装调试、人员的培训,交钥匙工程,在果汁饮料这方面,我们!
果汁饮料生产流水线,果汁配料用水为纯净水,利用纯净水调出来的饮料口感更佳,不看是一套简单的纯净水处理系统,从源水到纯净水的生产工艺也是有一定复杂性的。源水一般为地下水、自来水,这套系统的常规配置为石英砂过滤器、活性炭过滤器、离子软化器、精密过滤器、RO反渗透、紫外线杀菌机、纯净水罐。出水量根据瓶子容量、生产速度以及冲洗瓶子用水量来计算。

果汁饮料生产线的调配, 一般调配系统采用蒸汽作为加热源,相对用电来说可降低成本。其中化糖锅、配料罐、保温罐均采用三层保温,加热快,热量损失小。只要是果汁饮料,基本都配置均值机,普遍采用25mpa压力的,防止饮料沉淀分层,特别是塑料瓶和玻璃瓶装的,从外观就可以看出,易拉罐和屋顶盒装的也就没太大关系。真空脱氧机用于去除饮料中含有的空气成分,降低饮料的氧化速度,增加保质期,同时,在压力差环境中,饮料冲击产生的泡沫也会自动破裂,便于后续的灌装作业。
果汁饮料生产线 果汁饮料灌装设备 全自动饮料加工机器可完成瓶子的冲洗、热灌装、封盖。果汁灌装机本身对饮料没有加热的功能,在液缸内部有一温度检测器,给PLC输送信号,**设定温度,如85度,果汁三合一灌装机可正常运行,低于此设定温度,果汁灌装机立即停止工作,液缸内部所有的物料吸入到回流罐,再由饮料泵打回前段的杀菌机再次杀菌处理,总而言之,就是保证果汁饮料85度灌装。有技术统计过,在此温度下,都无法滋生,所以可保证生产的安全性。需要注意的是,在封盖前,需要将残留在瓶口螺旋口的果汁物料冲洗掉,以免滋生。
果汁饮料生产线在封口后的果汁饮料成品随输送线输出,立即进入到倒瓶杀菌装置,将瓶子90度倒放,利用果汁饮料的温度对盖子内部进行杀菌,杀菌时间15-30s,避免瓶盖内部的进入到饮料内部,滋生。紧接着进入到喷淋杀菌冷却设备,这里也称之为巴氏杀菌,温度75度左右,保持25-30分钟,完成杀菌作业后,需要立即将果汁物料的温度降低到常温30度左右。果汁物料长期处于高温状态,会影响果汁饮料的颜色和口感,所以需要立即冷却,如果是塑料瓶和易拉罐包装,可直接用冷却水喷淋。如果是玻璃瓶,为了避免爆瓶,需要分段冷却,依次为60度、40度、20度冷却,可任意设定。要注意,果汁饮料杀菌时间不宜过长,但又要杀菌,否则会影响饮料的口感和颜色,所以根据不同的水果,制定出严格合理的果汁饮料生产工艺尤为重要。











{kind=link}