- 441
- 产品价格:面议
- 发货地址:重庆九龙坡 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:252927149公司编号:22941207
- 任 微信 133503469..
- 进入店铺 在线咨询 QQ咨询 在线询价
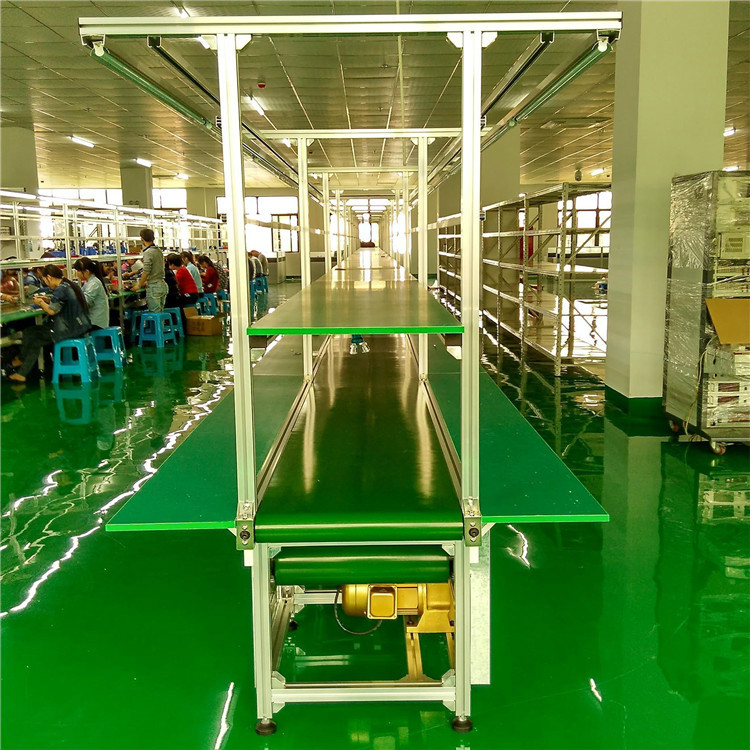
运行稳定 临沧自动流水线厂家 生产流水线
- 相关产品:
顺强机械厂拥有环保机械,汽车,木业,环保涂装烤漆的和成熟完善的管理服务体系,所生产的喷漆房遍布各地的大中型企业,产品系列又以其环保,投入小,见效快,减少油漆浪费,规模化而赢得众多客户**,其喷漆房的空气粉尘过滤性能突破性的实现达标98%以上,大大提高了产品表面喷漆的光洁度和均匀度,使毎一款产品富有生命力和市场竞争力。并针对不**业的产品具有多套解决方案。
滚筒流水线是机械设备,滚筒的主要输送形式有:双链轮滚筒式、0型带传动滚筒式、三角带摩擦传动滚筒式及自由式。
1、根据驱动形式可分为:无动力滚筒输送机、动力滚筒输送机、积放式滚筒输送机。动力滚筒输送机所用的驱动方式有:电动滚筒驱动和电机减速机驱动。滚筒机的输送速度有定速和调速两种,调速又可分为:电子调速、变频调速和 机械调速;
2、根据不同的输送形式可分为:直线型滚筒线、转弯滚筒线、斜坡滚筒线、分流式(道岔式)滚筒线、鼎升移载式滚筒机、鼎升旋转式滚筒机等。
3、根据所用辊筒的材质可分为:不锈钢、工程塑料、铝合金、碳钢。辊筒的表面处理有:镀锌、镀铬、铸胶、热塑胶、聚氨脂。
4、根据所用机架材质有:不锈钢、铝型材、碳钢(一般表面喷塑、喷漆、烤漆处理)。
5、根据所用附件和配套的装置有很多,可根据客户实际应用时选配。
滚筒流水线可以沿着水平或者较小的倾斜角输送具有平直底部的成件物品,如板、管、型材、托盘以及各种平底工件;对于非平底物料以及柔性物料可以借助托盘或者其他平底容器来实现输送;
滚筒流水线与其他输送成件物料的输送机相比,除了具有结构简单、运转可靠、维护方便、经济、节能等特点外,**就是他与生产工艺过程能很好的衔接和配套,并有功能的多样性。
选购流水线时应了解流水线各部分组成及功用:
1.动力:流水线动力部分的主要组成为:马达、齿轮减速箱、手动变速器、变频器、机架机座和电器等组成。
马达部分主要就是功率大小,生产厂家选购流水线时应根据线体的长短、输送带的宽窄、工件密度及大小等情况来配置。
而手动变速器、变频器为选购流水线时的配件选择。两者只用一个就可以了。手动变速器比较经济,和变频器相比主要缺点就是:噪音大、变速范围小、由手动去作机械式调整。
2.机身:流水线机身部分的主要组成为:导轨、支架、滚筒、输送带、脚杯、托板、等组成。
其中托板为选配件,其他几项均为组成基本线体的必须配件!这些配件的规格、数量等均由线体的长度决定。
机身部分的差别就是材料。该部分配件的材质将在很大程度上决定整套设备的价格。所以,在选购流水线时要充分考虑自己的使用情况。机身部分的材料常用的有:碳钢、铝合金、不锈钢等。价格为碳钢,不锈钢。
输送带目前在电子行业普遍采用的是2㎜、3㎜厚绿色PVC防静电输送带;塑胶行业采用的绿色PVC防静电输送带和不锈钢网带。
3.工作台:博升流水线工作台常见形式有两种,立和条。用户可根据自己使用习惯和需要选购流水线。
流水线生产的形式:
1、按生产对象的移动方式:固定流水向线和移动流水线
固定流水线:是指生产对象位置固定,生产工人携带工具沿着顺序排列的生产对象移动、主要用于不便运输的大型制品的生产,如重型机械、飞机、船舶等的装配。
移动流水线:生产对象移动,工人和设备及工具位置固定的流水线。这是常用的流水线的组织方式。
2、按生产对象的数目:单品种流水线和多品种流水线
单品种流水线:又称不变流水线,是指流水线上只固定生产一种制品。要求制品的数量足够大,以保证流水线上的设备有足够的负荷。
多品种流水线:将结构、工艺相似的两种以上制品,统一组织到一条流水线上生产。
3、按产品的轮换方式:可变流水线、成组流水线和混合流水线
可变流水线:集中轮番地生产固定在流水线上的几个对象,当某一制品的批制造任务完成后,相应地调整设备和工艺装备,然后再开始另一种制品的生产。
成组流水线:固定在流水线上的几种制品不是成批轮番地生产,而是在一定时间内同时或顺序地进行生产,在变换品种时基本上不需要重新调整设备和工艺装备。
混合流水线:是在流水线上同时生产多个品种,各品种均匀混合流送,组织相间性的投产。一般多用于装配阶段生产。
4、按连续程度:连续流水线和间断流水线
连续流水线:制品从投入到产出在工序间是连续进行的没有等待和间断时间。
间断流水线:由于各道工序的劳动量不等或不成整数倍关系,生产对象在工序间会出现等待停歇现象,生产过程是不完全连续的。
5、按节奏性程度:强制节拍流水线、自由节拍流水线和粗略节拍流水线
强制节拍流水线:要求准确地按节拍出产制品。
自由节拍流水线:不严格要求按节拍出产制品,但要求工作地在规定的时间间隔内的生产率应符合节拍要求。
粗略节拍流水线:各个工序的加工时间与节拍相差很大,为充分地利用人力、物力,只要求流水线每经过一个合理的时间间隔,生产等量的制品,而每道工序并不按节拍进行生产。
6、按机械化程度:手工流水线、机械化流水线和自动线。
流水线的特征:
1、工作地化程度高。
2、工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动
3、每道工序的加工时间同各道工序的工作地数量比例相一致。
4、每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。
流水线的各个工序都是按规定的节拍进行生产,每道工序的单件作业时间必须等于节拍或节拍的倍数,因此,每道工序的生产能力也是平衡的、成比例的。在生产流水线上,各个工序(生产中称为工作中间)的化程度很高,各工序是依照 商品的技术进程的次序排列,而且每道工序只单纯的完结一种或少量几种工作。
联系手机是13350346982, 主要经营重庆顺强电子设备有限公司开创于2012年7月,公司座落于美丽的山城重庆白市驿。是一家集研发、生产、销售于一体的专业生产流水线(输送带)及其它电子设备的企业,流水线生产技术是目前较完善*的企业之一。。
单位注册资金未知。
{kind=link}